




Given the success of our MATCH and TACTICAL scope mounts, we knew what the HUNT rings needed to be. Light, rigid, and able to hold onto an optic in a dramatic recoiling environment.
To do this was no small manufacturing task. This led us down a rabbit-hole, ultimately arriving on a process that gets you final-bore matched rings, with raw aluminum internals, for a grip on your optic that is more reliable and more true than anything else made.
Like most rings, these begin as separate parts. We are making the bases and caps in batches. While many will make these parts, send them to anodize, and then just assemble, we produce around the extra steps. Once these parts return from anodize, they are fully assembled, placed back into specially produced rail fixtures, with the caps torqued to spec over specially made spacers (to give the rings space to torque down on the optic), and final-bored as sets in our world-class machining centers. Rings are then brought off the machine in sets, and packaged together so you know that your rings were made for one another, and you can rely on them for decades.
Is it overkill? Probably. But we think it’s the right way. So that’s what we are going to do.
NOTE: TO KEEP THE SIZE AND WEIGHT OF THESE RINGS TO A MINIMUM, THERE ARE NO ACCESSORY ATTACHMENT POINTS ON THESE RINGS. IF YOU WANT TO BE ABLE TO ADD ACCESSORIES TO YOUR RINGS, PLEASE CHECK OUT OUR MATCH OR TACTICAL OFFERINGS.
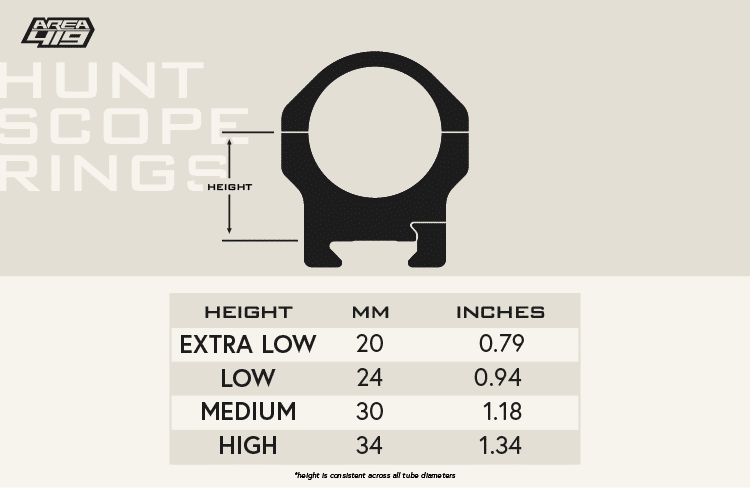
SPECS
- Material: 7075 Aerospace Grade Billet Aluminum (with Stainless Steel Hardware)
- Coating: Type 3 Hardcoat Anodize (internal bore is raw aluminum)
- Weight: 4 oz/set (30mm Medium)
HOW TO INSTALL
NOTE: Before the installation, ensure that the picatinny rail, scope tube and scope ring bore are clean and free from any debris or foreign material to prevent any potential damage to your scope or action during installation. Your required tool is a T20 Torx bit, 45 in/lb torque limiter, and an 18 in/lb torque limiter.
- Remove the ring cap from the ring base and loosely install the scope rings onto your scope tube where the rings will freely rotate on the scope. It is imperative to keep the matching cap to the matching scope ring base in the correct orientation throughout the installation of the rings. It is not imperative that the clamp bars are on the left or right side as long as both rings are facing the same direction.
- Loosen the clamp bars and place the scope and scope ring assembly onto the rifle action in the proper location for correct eye relief. A light coat of oil on the mounting surfaces of the picatinny sections is recommended but not required.
- With the scope loosely mounted into the rings and onto the rifle, torque the scope ring cap screws down onto the optic in cross-hatch pattern using the T20 Torx wrench. Initially tighten the bolt until the head of the bolt just makes contact with the cap. Once all eight bolts are tightened in a cross-hatch pattern repeat the process, incrementally increasing torque until you achieve 18 in/lbs of torque on each bolt. Ensure that there is an even gap between the cap and the base on each side of the rings.
- Push the rings forward into the picatinny section to ensure contact between the clamp bar bolts and the picatinny lug section to eliminate slip from recoil.
- Tighten the clamp bar bolts, alternating between each bolt as you incrementally increase torque until 45 in/lbs is achieved.
- Loosen cap screws, level your scope to your action then torque the cap screws back down following the procedure from step 3.
Reviews
There are no reviews yet.